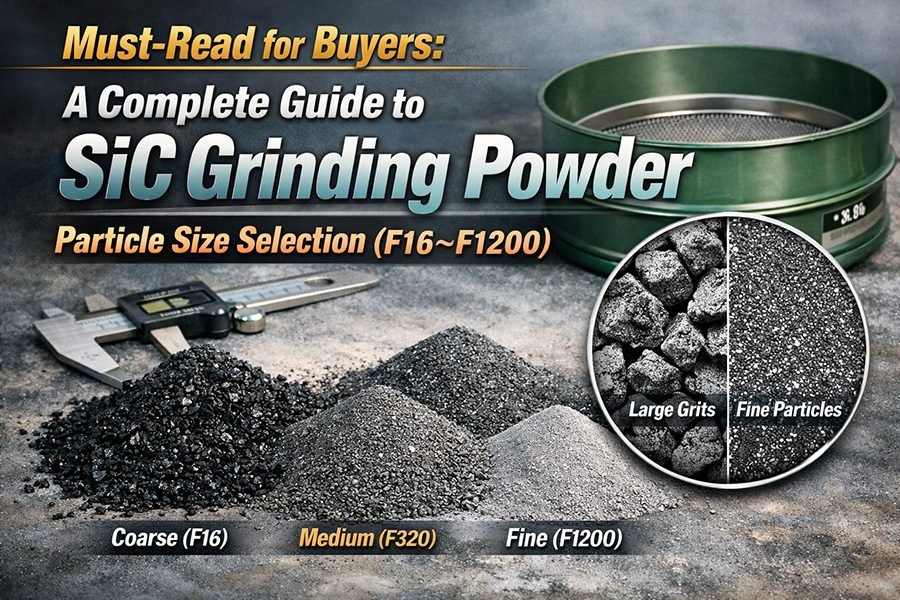
Chọn sai kích thước hạt cho Silicon Carbide của bạn (SiC) bột nghiền có thể có nghĩa là vật liệu bị lãng phí, phôi bị hư hỏng, hoặc lớp hoàn thiện bề mặt hoàn toàn không đạt tiêu chuẩn kỹ thuật. Hướng dẫn dứt khoát dành cho người mua này sẽ hướng dẫn bạn từng cấp độ bền bỉ từ F16 đến F1200 — mỗi phạm vi dùng để làm gì, làm thế nào để kết hợp nó với quy trình của bạn, và cách tránh những lỗi mua hàng phổ biến nhất.
Bột nghiền SiC là gì và tại sao kích thước hạt lại quan trọng?
Cacbua silic (SiC) là một trong những vật liệu mài mòn tổng hợp cứng nhất trên trái đất, với độ cứng Mohs xấp xỉ 9.5. Có sẵn cả hai loại màu đen và xanh lá cây, nó được sử dụng trong quá trình mài chính xác, vỗ nhẹ, đánh bóng, cắt bằng cưa dây, và sản xuất vật liệu chịu lửa. Hiệu suất của nó về cơ bản được kiểm soát bởi một biến số trên tất cả các biến khác: kích thước hạt.
Kích thước hạt xác định độ sâu cắt trên mỗi hạt mài mòn, tốc độ loại bỏ vật liệu, và độ nhám bề mặt thu được (Giá trị Ra/Rz). Hạt thô F16 có thể loại bỏ vật liệu nhanh hơn 30× so với F1200 — nhưng để lại bề mặt cứng hơn khoảng 200×. Chọn đúng lớp không phải là tùy chọn; nó là nền tảng của kiểm soát quá trình.
Tiêu chuẩn Grit quốc tế bạn phải biết
Bột nghiền SiC được phân loại chủ yếu theo hai tiêu chuẩn quốc tế:
- Cấp F của FEPA (ISO 8486) - tiêu chuẩn thống trị cho chất mài mòn được liên kết và phủ ở Châu Âu, Châu Á, và Bắc Mỹ, bao gồm F16 đến F1200.
- ANH TA (Tiêu chuẩn công nghiệp Nhật Bản) - được sử dụng rộng rãi trong sản xuất chính xác của Nhật Bản; Giá trị JIS tương quan chặt chẽ nhưng không giống hệt với cấp F của FEPA.
- ANSI/CAMI - phổ biến ở các thị trường mài mòn có phủ ở Bắc Mỹ; sử dụng bảng chuyển đổi khi tham khảo chéo với FEPA.
Mẹo của người mua: Luôn xác nhận tiêu chuẩn mà nhà cung cấp của bạn xếp hạng. Một “400 sạn” bột được trích dẫn theo JIS và FEPA có thể khác nhau từ 15–25% về đường kính hạt trung bình - đủ để gây ra sự không đồng nhất về độ hoàn thiện bề mặt có thể nhìn thấy được.
Giải thích đầy đủ về phạm vi Grit: F16 đến F1200
Dòng F FEPA chia bột mài mòn thành hạt vĩ mô (F16–F220) và hạt vi mô (F230–F1200). Mỗi vùng có hành vi riêng biệt, yêu cầu về máy móc, và ứng dụng lý tưởng.
Macro Grits: F16 – F220 (Thô đến trung bình)
Hạt macro được đo chủ yếu bằng phân tích sàng. Các hạt riêng lẻ trong phạm vi này đủ lớn để có thể nhìn thấy bằng mắt thường và mang lại hiệu quả mạnh mẽ, loại bỏ vật liệu khối lượng lớn.
| Lớp FEPA | D50 danh nghĩa (ừm) | Ứng dụng chính |
|---|---|---|
| F 16 | ~1320 µm | Loại bỏ hàng nặng, tạo hình chịu lửa, mài bê tông |
| F24 | ~875 µm | Nghiền thô kim loại cứng, làm sạch vật đúc |
| F36 | ~625 µm | Loại bỏ mối hàn, chuẩn bị bề mặt tích cực |
| F46 | ~480 µm | Bánh mài thông thường, mài sàn |
| F60 | ~355 µm | Mài vừa gốm sứ, cacbua |
| F80 | ~212 µm | Bánh xe liên kết, mài giũa, mài công cụ |
| F120 | ~125 µm | Mài bán thành phẩm, gia công kính quang học |
| F180 | ~82 µm | vỗ tay, chuẩn bị bề mặt trước khi đánh bóng |
| F220 | ~58 µm | mài mịn, đánh bóng trước |
Thông tin chi tiết quan trọng dành cho người mua thô lỗ
- Bột F16–F36 lý tưởng để loại bỏ khối lượng lớn vật liệu khỏi đá, bê tông, và kim loại màu cứng.
- F46–F80 mang lại sự cân bằng tốt nhất giữa tốc độ loại bỏ và chất lượng bề mặt để sản xuất bánh xe mài mòn ngoại quan.
- F120–F220 là thiết bị chính của các hoạt động gia công thô gốm và thủy tinh chính xác trên toàn thế giới.
Micro Grits: F230 – F1200 (Từ mịn đến siêu mịn)
Các hạt vi mô được đặc trưng bởi sự lắng đọng và nhiễu xạ laser hơn là phân tích sàng, cho phép phân phối hạt chặt chẽ hơn nhiều. Chất lượng hoàn thiện bề mặt trở thành yếu tố được cân nhắc chủ yếu.
| Lớp FEPA | D50 danh nghĩa (ừm) | Ứng dụng chính |
|---|---|---|
| F230 | ~53 µm | vỗ tay, điều hòa bề mặt chính xác |
| F320 | ~36 µm | Nghiền wafer bán dẫn, chồng quang học |
| F400 | ~22 µm | Mài mịn kim loại cứng, linh kiện gốm sứ |
| F500 | ~16 µm | Lapping chính xác, chuẩn bị chất nền sapphire |
| F600 | ~9,3 µm | Đánh bóng trước, mài đá quý |
| F800 | ~6,5 µm | Quang học có độ chính xác cao, chuẩn bị mẫu kim loại |
| F1000 | ~4,5 µm | Lớp phủ hoàn thiện gần gương, gốm sứ cao cấp |
| F1200 | ~3,0 µm | Đánh bóng siêu mịn, giai đoạn lapping cuối cùng, chất nền pin mặt trời |
Cách chọn loại hạt SiC phù hợp cho quy trình của bạn
Không có phổ quát “tốt nhất” sạn. Việc lựa chọn phải được thúc đẩy bởi bốn yếu tố được đánh giá cùng nhau:
1. Độ nhám bề mặt mục tiêu (Ra)
Như một quy luật của, Ra (ừm) ≈ 0.025 × D50 (ừm) cho các hoạt động lapping. Nếu đặc điểm kỹ thuật của bạn yêu cầu Ra ≤ 0.1 ừm, bạn có thể cần F800 hoặc cao hơn làm giai đoạn hoàn thiện. Luôn làm việc ngược từ mức độ hoàn thiện được yêu cầu.
2. Vật liệu đang được xử lý
- Gốm cứng & cacbua: Bắt đầu ở F46–F120 để gia công thô; chuyển sang F400–F800 để hoàn thiện.
- Kính quang học: Bắt đầu từ F120–F220; vòng cuối cùng tại F800–F1200.
- Tấm silicon / chất bán dẫn: Điển hình là F320–F600 để mài nền.
- ngọc bích & Chất nền LED: F400–F1200 trong các giai đoạn tăng dần.
- Cục đá & bê tông: F16–F60 để định hình và chuẩn bị bề mặt.
3. Nhiều giai đoạn vs. Xử lý một giai đoạn
Đối với các bộ phận có độ chính xác có giá trị cao, cách tiếp cận theo giai đoạn luôn được ưu tiên. Nhảy không quá 2–3 cỡ hạt mỗi bước (ví dụ., F120 → F320 → F800 → F1200). Việc bỏ qua các bước để tiết kiệm thời gian thường làm tăng tổng thời gian xử lý do cần phải thực hiện thêm công việc để loại bỏ các vết xước sâu do đá mài thô để lại.
4. Khả năng tương thích của thiết bị và phương tiện truyền thông
Bột thô hơn (F16–F120) thường được sử dụng ở dạng khô hoặc ở dạng liên kết nhựa/thủy tinh hóa. Hạt vi mô mịn (F400–F1200) thường được sử dụng trong dung dịch nước hoặc huyền phù gốc dầu. Xác nhận rằng độ nhớt bùn của bạn phù hợp với kích thước hạt - bột lắng nhanh có thể gây ra áp suất mài không đồng đều và độ hoàn thiện không nhất quán.
Để biết tiền boa: Yêu cầu phân phối kích thước hạt (PSD) báo cáo — không chỉ là giá trị D50 — từ nhà cung cấp của bạn. Giá trị đuôi D3 và D97 cho thấy mức độ phân loại chặt chẽ như thế nào. Đuôi phân phối rộng là #1 nguyên nhân tiềm ẩn của khuyết tật vết xước trong quá trình mài chính xác.
SiC đen vs. SiC xanh: Nó có ảnh hưởng đến việc lựa chọn Grit không?
Cả cacbua silic màu đen và màu xanh lá cây đều có sẵn trong phạm vi F16–F1200. Sự khác biệt là độ tinh khiết và độ cứng: SiC xanh (≥99% SiC) hơi cứng hơn và giòn hơn, làm cho nó trở nên lý tưởng cho các vật liệu cứng hơn như cacbua vonfram, gốm sứ, và đá quý. SiC đen (≥98% SiC) khó khăn hơn và kinh tế hơn, được ưu tiên cho mục đích mài chung và kim loại màu.
Dành cho các ứng dụng có độ chính xác vi hạt (F600–F1200), SiC màu xanh lá cây là lựa chọn ưu tiên vì cấu trúc tinh thể nhất quán của nó tạo ra khả năng dự đoán tốt hơn, hoàn thiện bề mặt đồng đều. Đối với các ứng dụng macro-grit (F16–F120), SiC đen thường mang lại kết quả tương đương với chi phí thấp hơn.
Câu hỏi thường gặp
Hỏi: Sự khác biệt giữa bột mài F220 và F230 SiC?
F220 là loại hạt macro thô nhất (đo bằng sàng), trong khi F230 là loại hạt vi mô tốt nhất (đo bằng lắng đọng). Mặc dù kích thước hạt chồng chéo (~53–58 µm), phương pháp phân bổ kích thước của chúng khác nhau, và F230 thường có đuôi phân phối chặt chẽ hơn, làm cho nó phù hợp hơn cho các ứng dụng mài chính xác.
Hỏi: Kích thước hạt SiC nào là tốt nhất để mài kính quang học?
Việc mài kính quang học thường bắt đầu bằng F220 hoặc F320 để loại bỏ vật liệu và tiến tới F500–F800 cho các giai đoạn trung gian, hoàn thiện với F1000 hoặc F1200 để đạt được sub-0.1 Giá trị µm Ra cần thiết trước khi đánh bóng bằng xeri oxit hoặc keo silic.
Hỏi: Tôi có thể sử dụng bột SiC F1200 để đánh bóng lần cuối các bộ phận kim loại không?
F1200 SiC tạo ra bề mặt hoàn thiện rất đẹp (Ra ≈ 0,05–0,1 µm) và được sử dụng làm công đoạn mài gần cuối cho kim loại cứng và gốm sứ. Tuy nhiên, để hoàn thiện độ bóng như gương trên kim loại, hợp chất kim cương hoặc phương tiện đánh bóng alumina thường được sử dụng sau khi phủ SiC, vì các hạt SiC có thể để lại các vết mài đặc trưng dưới độ phóng đại cao.
Hỏi: Làm cách nào để bảo quản bột nghiền SiC để tránh sự kết tụ của hạt?
Bảo quản bột SiC - đặc biệt là bột mịn F400 và mịn hơn - trong hộp kín, thùng chứa chống ẩm tránh ẩm và rung. Bột mịn dễ bị vón cục nếu tiếp xúc với độ ẩm, có thể gây ra các cụm hạt quá khổ làm trầy xước các bề mặt chính xác. Sử dụng phương pháp tẩy nitơ khô để bảo quản lâu dài các loại F800–F1200.
Hỏi: Tôi nên mong đợi số lượng đặt hàng tối thiểu bao nhiêu đối với bột SiC từ nhà sản xuất Trung Quốc?
Hầu hết các nhà sản xuất bột SiC của Trung Quốc đều cung cấp MOQ là 500 kg đến 1 MT cho hạt macro tiêu chuẩn (F16–F220). Đối với các hạt vi mô đặc biệt (F600–F1200), MOQ có thể thấp tới 25–100 kg. Các nhà cung cấp có uy tín như Henan Superior Abrasives cung cấp bao bì linh hoạt từ 1 kg túi mẫu để 1 Bao tải số lượng lớn MT, với chứng nhận PSD đầy đủ và báo cáo chất lượng có thể kiểm chứng của SGS.
Hỏi: Bột SiC được phân loại FEPA có tương thích với thông số kỹ thuật JIS không?
Cấp F của FEPA và cấp JIS có liên quan chặt chẽ với nhau nhưng không thể thay thế cho nhau nếu không được xác minh. Ví dụ, ANH TA #240 và FEPA F240 có chung giá trị D50 nhưng khác nhau về cửa sổ phân phối hạt. Luôn yêu cầu bảng dữ liệu PSD và xác minh thông số kỹ thuật quy trình của bạn trước khi thay thế giữa các tiêu chuẩn.
Mua đúng loại bột SiC — Lần đầu tiên, Mỗi lần
Chất mài mòn cao cấp Hà Nam (HSA) cung cấp bột nghiền Silicon Carbide được FEPA chứng nhận từ F16 đến F1200 cho các nhà sản xuất chính xác ở 60+ các nước. Báo cáo PSD đầy đủ, MOQ linh hoạt, và hỗ trợ kỹ thuật từ các kỹ sư mài mòn của chúng tôi.
Yêu cầu mẫu miễn phí