

Неточный сертификат анализа белого плавленого глинозема. (ВФА) не просто искажает информацию о грузе — это может привести к катастрофическому выходу из строя огнеупорной футеровки, inconsistent surface profiles in abrasive blasting, or a 15–20% drop in bonded wheel life. Engineers and procurement specialists who rely solely on a supplier’s bullet-point assurances risk installing media with hidden high-sodium content or residual un-fused alpha alumina, leading to spalling, premature wear, and costly production stoppages. В этом руководстве описаны критические химические и физические параметры, которые необходимо проверить в сертификате подлинности, чтобы убедиться, что WFA точно соответствует вашим требованиям..
1. Понимание критической роли химического состава
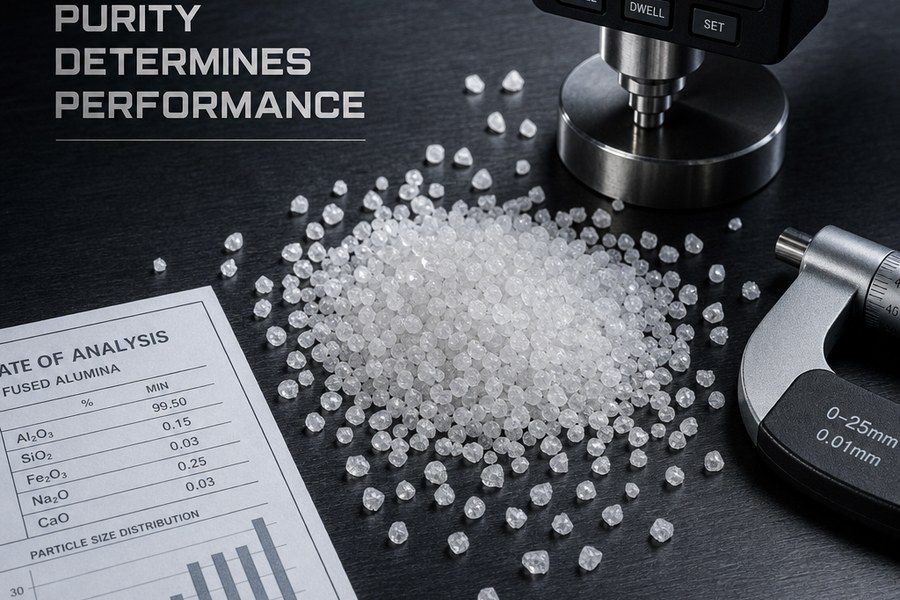
Химическая чистота отделяет белый плавленый глинозем премиум-класса от основного электроплавленного материала.. В сертификате подлинности перечислены основные компоненты и следы примесей., каждый из которых оказывает специфическое влияние на стабильность огнеупора и абразивное режущее действие.. Содержание Al₂O₃ напрямую влияет на твердость., в то время как оксиды щелочных металлов требуют высоких температур. Игнорирование этих значений приводит к непредсказуемому тепловому расширению и снижению прочности сцепления в керамических кругах.. Для более широкого обзора сопутствующих материалов, см. наш руководство по белому, черный, и коричневый плавленый оксид алюминия.
Al₂O₃ в сертификате подлинности представляет собой общее количество доступного оксида алюминия., но спецификация, которая вам действительно нужна, — это альфа-оксид алюминия. (α-Al₂O₃) содержание фазы. Процесс синтеза, который протекает слишком холодно или протекает слишком быстро, оставляет непреобразованный гамма-оксид алюминия., мягкий, гигроскопичная фаза, ухудшающая прочность зерна. Отчетность по сертификату подлинности 99.30% Al₂O₃ только с 92% Альфа-фаза будет хуже работать при шлифовании твердых сталей, чем 99.10% Зерно Al₂O₃ с 97% альфа-фаза. Всегда сопоставляйте общее содержание Al₂O₃ с процентом альфа-фазы.; авторитетные производители явно указывают это значение.
2. Критическая примесь: Контроль оксида натрия (Na₂O)
Из всех микроэлементов, оксид натрия требует самого строгого контроля. Сырье промышленного глинозема содержит остаточный Na₂O от процесса рафинирования Байера., и неадекватное слияние не может его улетучить. Захваченный натрий реагирует с силикатными связями в огнеупорных отливках., образуя стеклообразную фазу, которая снижает модуль термического разрыва (ГМОР) до 30% при 1300°С. В абразивах, высокое содержание Na₂O создает более слабую кристаллическую решетку, которая быстро тускнеет под давлением. Чтобы понять более широкое применение этого материала, исследовать использование карбида кремния в аналогичных требовательных средах.
- Прореагировавший натрий химически связывается с кристаллами оксида алюминия после правильного плавления, представляющий меньший риск.
- Непрореагировавший натрий сохраняется в виде свободного Na₂O, активно образует легкоплавкую эвтектику при эксплуатации кремнезема.
- WFA высшего уровня определяет Na₂O ≤ 0.30%, с премиальными оценками, достигающими ≤ 0.10% посредством контролируемого, расширенное плавление.
3. Количественная оценка физической целостности: Объемная плотность и форма зерна
Сертификат подлинности должен сообщать не только химические данные. Физические свойства, особенно объемная плотность— выявить пористость зерен и твердость кристаллов, параметры, невидимые только для композиционного анализа. Химически чистое зерно, пронизанное внутренними пустотами, ведет себя как более слабый материал., поглощение связи и разрушение при низких порогах. Объемная плотность является прямым показателем структурной прочности..
Точная оценка требует тестирования по ASTM C29 или ISO. 5311 стандарты. Более плотные зерна упаковывают большую массу в тот же объем., что означает полностью расплавленную структуру с минимальным захватом газа.. При сравнении двух партий WFA с одинаковым распределением по размерам, тот, у которого более низкая объемная плотность, всегда содержит больше полых зерен и дает меньшую скорость съема материала.. Всегда требуйте, чтобы в сертификате подлинности был указан конкретный стандарт, используемый для измерения.. Для более глубокого погружения в основы, читать больше о что такое плавленый глинозем.
| Приложение WFA | Критический параметр сертификата подлинности | Риск несоответствия |
|---|---|---|
| Огнеупорные бетоны | Na₂O ≤ 0.15% | Образование бета-глинозема; преждевременная потеря горячей прочности |
| Связанные шлифовальные круги | Объемная плотность | Снижение задержки зерна; чрезмерная частота перевязок |
| Взрывные средства массовой информации | Распределение частиц по размерам | Непостоянный профиль поверхности; отказ шаблона якоря |
| Керамические пенные фильтры | α-Al₂O₃ Фаза ≥ 95% | Гидратация гамма-фазы, вызывающая дефекты отливки. |
4. Расшифровка распределения частиц по размерам: Нюансы стандарта FEPA
Макрогриты обычно имеют обозначение F FEPA. (Ф12–Ф220), при этом микрозернистость придерживается P-серии (П240–П2500). Сертификат подлинности должен указывать не только номинальный класс, но и допустимые пределы для грубой очистки., медиана, и мелкие фракции. Overly wide distributions cause segregation in refractory mixes and produce scattered surface finishes in precision grinding. These values define the grain’s functional range, not just a label.
A true F46 specification requires a d50 (median size) between 310 а также 370 мкм, yet a cheaply processed batch might comply with F46 on the d3 oversize limit while carrying an excessively high volume of -45 µm fines. Those fines create a sludge problem in coolant systems and rob bond strength in abrasive products. Искушенные покупатели просят d10., д50, и значения d90 в сертификате подлинности для отображения полной кривой распределения.. Плотное соотношение d90/d50 сигнализирует о четкой классификации., что приводит к равномерному удалению материала и предсказуемой плотности упаковки в фасонных огнеупорах.
5. Проверка кристаллической структуры с помощью рыхлой плотности упаковки
Плотность свободной упаковки выходит за рамки простого измерения массы и позволяет количественно оценить взаимодействие геометрии зерен и текстуры поверхности.. Угловой, глыбистые зерна из правильно сплавленного, Медленно охлажденный слиток обеспечивает более высокую плотность упаковки, чем осколки или игольчатые зерна, полученные в ускоренном процессе.. Этот параметр напрямую коррелирует с теплопроводностью огнеупорной футеровки и расстоянием между абразивными частицами в кругах на связке смолы.. Подробнее о сопутствующих материалах, см. наше полное руководство по передовые керамические абразивы из карбида кремния.
- Вылейте образец WFA в калиброванную чашку плотности без постукиваний и вибрации в соответствии со стандартом ISO/ASTM..
- Проверьте измеренное значение against the supplier’s specification—premium WFA typically yields 1.75–2.05 g/cm³ for F24–F80 grits.
- Cross-check the result against bulk density: a significant divergence indicates poor shape control or excessive fine contamination.
- Reject any lot whose packing density falls more than 5% below the contracted minimum, as this signals operational shortcuts in crushing and classifying.
6. Spotting COA Red Flags: Magnetic Material and Hidden Moisture
Даже сертификат подлинности, показывающий отличные химические свойства и калибровку, может скрыть серьезный дефект.: загрязнение магнитным железом. В процессе слияния, разрушение графитовых электродов и реакция с железосодержащими бокситами или глиноземом приводят к образованию частиц ферросилиция и магнетита.. Без тщательной магнитной сепарации, эти частицы внедряются в белый плавленый оксид алюминия, а затем окисляются в огнеупорной футеровке., создание локальных горячих точек и сколов в процессе эксплуатации.
Значение, превышающее 0.05% магнитный материал в сертификате подлинности гарантирует немедленный отказ от любого керамического или высокотемпературного применения..
Содержание влаги в конечном продукте часто не учитывается в сертификате подлинности, но имеет большое значение.. WFA, поставляемая в контейнерах без покрытия из влажных мест, может поглощать более 0.3% влага, стимулирование слеживания в системах бестарной транспортировки и введение гидроксильных ионов в огнеупорные смеси. Надежный сертификат подлинности будет сообщать о влажности как о отдельной строке, измеряемой по потерям при высыхании., со значением ниже 0.10% требуется для готовых к прессованию порошковых материалов. Никогда не принимайте сертификат подлинности, в котором отсутствуют эти, казалось бы, незначительные параметры: их отсутствие часто сигнализирует о том, что поставщик не контролирует весь производственный процесс от сварки до окончательной упаковки.. Для получения дополнительной информации о свойствах материала, узнать о универсальность прокаленного глинозема.
Часто задаваемые вопросы
Вопрос: Какой процент Al₂O₃ указывает на настоящий белый плавленый глинозем высокой чистоты на сертификате подлинности?
А: Для белого плавленого глинозема высшего качества, Сертификат анализа (сертификат подлинности) должно иметь содержание Al₂O₃ не менее 99.5% по массе, с высшими оценками, превышающими 99.7%. Все, что ниже 99.0% обычно указывает на загрязнение остатками боксита или незавершенную электросварку., что ухудшит огнеупорные характеристики.
Вопрос: Какой максимум оксида натрия (Na₂O) уровень, который я должен принять для оптимального огнеупорного класса WFA?
А: Содержание Na₂O в действительном сертификате подлинности должно быть строго ≤ 0.35% по весу. Уровни выше 0.40% указывают на плохую промывку или недостаточный электролиз, приводит к вздутию керамики и снижению термостойкости при использовании в печах.. Для абразивного класса WFA, предел ≤ 0.40% обычно приемлемо.
Вопрос: Какой критический магнитный материал (Fe₂O₃ + SiO₂) порог для предотвращения дефектов глазури?
А: Во избежание появления пятен от обжига и точечной коррозии на технической керамике., общее содержание Fe₂O₃ и SiO₂ в сертификате подлинности не должно превышать 0.15% (в идеале <0.10%). Индивидуальное значение Fe₂O₃ должно оставаться ниже 0.05% для продуктов белого обжига; более высокое содержание железа приводит к появлению неприемлемых коричневых пятен при температуре выше 1500°C..
Вопрос: Какой конкретный гранулометрический состав (PSD) допуски должны быть указаны в сертификате подлинности для стабильных абразивных сред?
А: Для стандартных зерен FEPA или ANSI. (например, F24 или #24), Сертификат подлинности должен гарантировать, что по крайней мере 90% материала проходит через назначенное номинальное сито и не более 8% остается на следующем более грубом сите. Суммарная сумма, удерживаемая на двух самых грубых ситах, должна составлять ≤ 15%, со штрафами (-63 микроны для крупной крупы) ограничено < 2% для обеспечения постоянной скорости резки.
Вопрос: Как проверить истинную плотность кристаллов на сертификате подлинности и почему это важно для спекания?
А: WFA с высокой плотностью должна сообщать об истинной плотности ≥ 3.95 г/см³ (часто 3,96–3,99 г/см³) при испытании гелиевой пикнометрией по ISO 5017. Чтение ниже 3.90 г/см³ сигнализирует о пористости или остекловывании из остатков SiC, что напрямую снижает плотность спекания готового огнеупорного кирпича или керамической детали на 2–3 %..
О компании Henan Superior Abrasives (HSA)
Хэнань Улучшенные абразивы (HSA) является китайским производителем и глобальным поставщиком высокопроизводительных абразивных и современных керамических материалов для промышленного применения по всему миру.. Наш основной ассортимент продукции включает черный карбид кремния., зеленый карбид кремния, карбид кремния электронного класса (Карбид кремния), белый плавленый глинозем, коричневый плавленый глинозем, карбид бора, плавленые алюминаты кальция, и абразивы SG.
Обслуживание клиентов в 30+ страны, HSA поставляет надежные материалы для абразивов, огнеупоры, техническая керамика, полупроводниковые приложения, прецизионная полировка, пескоструйная обработка, металлургия, и высокоэффективные строительные материалы.
Получите предложение или бесплатный образец
Ищем надежного поставщика абразивных и современных керамических материалов премиум-класса.? Свяжитесь с нашей технической командой сегодня — мы ответим в течение 24 часов и можем организовать бесплатные образцы для квалифицированных проектов.
- 📧 Эл. адрес: sales@superior-abrasives.com
- 💬 WhatsApp: +86-186-3863-8803


