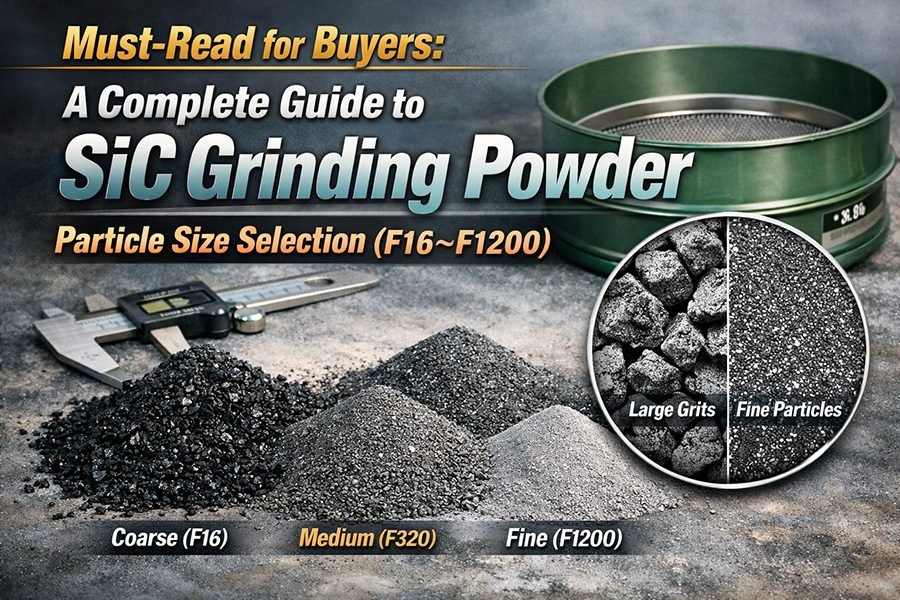
De verkeerde korrelgrootte kiezen voor uw Siliciumcarbide (SiC) slijppoeder kan verspilling van materiaal betekenen, beschadigde werkstukken, of een oppervlakteafwerking die de specificaties volledig mist. This definitive buyer’s guide walks you through every grit grade from F16 tot F1200 — what each range is for, hoe u het kunt afstemmen op uw proces, en hoe u de meest voorkomende aankoopfouten kunt vermijden.
Wat is SiC-slijppoeder en waarom is de deeltjesgrootte belangrijk??
Silicium carbide (SiC) is een van de hardste synthetische schuurmaterialen ter wereld, met een Mohs-hardheid van ongeveer 9.5. Verkrijgbaar in zowel de zwarte als de groene uitvoering, het wordt gebruikt bij precisieslijpen, lappen, polijsten, draadzaag snijden, en vuurvaste productie. De prestaties ervan worden fundamenteel bepaald door één variabele boven alle andere: deeltjesgrootte.
De deeltjesgrootte bepaalt de snedediepte per slijpkorrel, het materiaalverwijderingspercentage, en de resulterende oppervlakteruwheid (Ra/Rz-waarden). Een grove korrel F16 kan het materiaal 30× sneller verwijderen dan F1200, maar laat een oppervlak ongeveer 200× ruwer achter. Het selecteren van het juiste cijfer is niet optioneel; het is de basis van procesbeheersing.
Internationale gritnormen die u moet kennen
SiC-slijppoeder wordt voornamelijk geclassificeerd volgens twee internationale normen:
- FEPA F-kwaliteiten (ISO 8486) — the dominant standard for bonded and coated abrasives in Europe, Azië, en Noord-Amerika, voor F16 tot en met F1200.
- HIJ (Japanse industriële standaard) — widely used in Japanese precision manufacturing; JIS-waarden correleren nauw, maar niet identiek, met FEPA F-kwaliteiten.
- ANSI/CAMI — common in North American coated abrasive markets; gebruik conversietabellen bij kruisverwijzingen met FEPA.
Koperstip: Always confirm which standard your supplier grades to. EEN “400 korrel” poeder vermeld onder JIS en FEPA kan 15-25% verschillen in gemiddelde deeltjesdiameter - genoeg om zichtbare inconsistenties in de oppervlakteafwerking te veroorzaken.
Het volledige korrelbereik uitgelegd: F16 tot F1200
The FEPA F-series divides abrasive powders into macro korrels (F16–F220) en micro korrels (F230–F1200). Elke zone heeft verschillend gedrag, eisen aan machines, en ideale toepassingen.
Macro grutten: F16 – F220 (Grof tot medium)
Macrokorrels worden voornamelijk gemeten door zeefanalyse. Individuele deeltjes in dit bereik zijn groot genoeg om met het blote oog waar te nemen en leveren agressieve deeltjes op, materiaalverwijdering van grote volumes.
| FEPA-kwaliteit | Nominale D50 (µm) | Primaire toepassingen |
|---|---|---|
| F16 | ~1320 µm | Zware materiaalafname, vuurvaste vormgeving, beton slijpen |
| F24 | ~875 µm | Ruw slijpen van harde metalen, gieten schoonmaken |
| F36 | ~625 µm | Las verwijderen, agressieve oppervlaktevoorbereiding |
| F46 | ~480 µm | Algemene slijpstenen, vloer slijpen |
| F60 | ~355 µm | Middelmatig slijpen van keramiek, carbiden |
| F80 | ~212 µm | Gelijmde wielen, honen, gereedschap slijpen |
| F120 | ~125 µm | Semi-afwerking slijpen, optisch glas opruwen |
| F180 | ~82 µm | lappen, voorbereiding van het oppervlak vóór het polijsten |
| F220 | ~58 µm | Fijn slijpen, voorpolijsten leppen |
Belangrijk inzicht voor kopers van grofkorrelige korrels
- F16–F36-poeders zijn ideaal voor het verwijderen van grote hoeveelheden materiaal uit steen, concreet, en harde ferrometalen.
- F46–F80 bieden de beste balans tussen afnamesnelheid en oppervlaktekwaliteit voor de productie van gebonden schuurschijven.
- De F120–F220 zijn wereldwijd de werkpaarden op het gebied van precisie-keramiek- en glasruwbewerkingen.
Microgrutten: F230 – F1200 (Fijn tot ultrafijn)
Microgrits worden gekenmerkt door sedimentatie en laserdiffractie in plaats van zeefanalyse, waardoor veel nauwere deeltjesverdelingen mogelijk zijn. De kwaliteit van de oppervlakteafwerking wordt de dominante overweging.
| FEPA-kwaliteit | Nominale D50 (µm) | Primaire toepassingen |
|---|---|---|
| F230 | ~53 µm | lappen, precisie oppervlaktebehandeling |
| F320 | ~36 µm | Halfgeleiderwafelslijpen, optisch lappen |
| F400 | ~22 µm | Fijn lappen van harde metalen, keramische componenten |
| F500 | ~16 µm | Precisie leppen, voorbereiding van saffiersubstraat |
| F600 | ~9,3 µm | Voorpolijsten leppen, edelsteen slijpen |
| F800 | ~6,5 µm | Optiek met hoge precisie, metallografische monstervoorbereiding |
| F1000 | ~4,5 µm | Bijna spiegelafwerking leppen, geavanceerde keramiek |
| F1200 | ~3,0 µm | Ultrafijn polijsten, laatste rondefase, substraten voor zonnecellen |
Hoe u de juiste SiC-korrel voor uw proces selecteert
Er bestaat geen universeel “best” korrel. De selectie moet worden aangestuurd door vier factoren die samen worden geëvalueerd:
1. Ruwheid van het doeloppervlak (Ra)
Als vuistregel, Ra (µm) ≈ 0.025 × D50 (µm) voor lapoperaties. Als uw specificatie Ra ≤ vereist 0.1 µm, u heeft waarschijnlijk F800 of fijner nodig als eindfase. Werk altijd achteruit vanaf de gewenste afwerking.
2. Materiaal dat wordt verwerkt
- Harde keramiek & carbiden: Start at F46–F120 for roughing; ga naar F400–F800 voor afwerking.
- Optisch glas: Begin at F120–F220; laatste ronde op F800-F1200.
- Siliciumwafels / halfgeleiders: Typically F320–F600 for backgrinding.
- Saffier & LED-substraten: F400–F1200 in progressive stages.
- Steen & concreet: F16–F60 for profiling and surface prep.
3. Meertraps vs. Eenfasige verwerking
Voor hoogwaardige precisieonderdelen, een gefaseerde aanpak verdient altijd de voorkeur. Spring niet meer dan 2-3 korrelgroftes per stap (bijv., F120 → F320 → F800 → F1200). Het overslaan van fasen om tijd te besparen verhoogt doorgaans de totale verwerkingstijd vanwege het extra werk dat nodig is om diepe krassen te verwijderen die zijn achtergelaten door grovere korrels.
4. Compatibiliteit van apparatuur en dragermedia
Grovere poeders (F16–F120) worden gewoonlijk droog of in hars/glaasverbindingen gebruikt. Fijne microkorrels (F400–F1200) worden doorgaans gebruikt in waterige slurry of suspensie op oliebasis. Controleer of de viscositeit van uw slurry geschikt is voor de deeltjesgrootte; poeders die snel bezinken kunnen ongelijkmatige lepdruk en inconsistente afwerkingen veroorzaken.
Voor Tip: Request a particle size distribution (PSD) rapport – niet alleen een D50-waarde – van uw leverancier. De D3- en D97-staartwaarden laten zien hoe strak de helling is. Brede distributiestaarten zijn de #1 verborgen oorzaak van krasdefecten bij precisieleppen.
Zwart SiC vs. Groene SiC: Heeft dit invloed op de korrelselectie??
Zowel zwart als groen siliciumcarbide zijn verkrijgbaar in het F16-F1200-assortiment. Het onderscheid is zuiverheid en hardheid: Groene SiC (≥99% SiC) is iets harder en brosser, waardoor het ideaal is voor hardere materialen zoals wolfraamcarbide, keramiek, en edelstenen. Zwart SiC (≥98% SiC) is robuuster en zuiniger, de voorkeur voor algemeen slijpen en non-ferrometalen.
Voor nauwkeurige microkorreltoepassingen (F600–F1200), groen SiC is de dominante keuze omdat de consistente kristalstructuur voorspelbaarder is, uniforme oppervlakteafwerkingen. Voor macrokorreltoepassingen (F16–F120), zwart SiC levert vaak gelijkwaardige resultaten op tegen lagere kosten.
Veelgestelde vragen
Q: Wat is het verschil tussen F220 en F230 SiC-slijppoeder?
F220 is de grofste macrokorrel (gemeten door zeef), terwijl F230 de fijnste microkorrel is (gemeten door sedimentatie). Ondanks overlappende deeltjesgroottes (~ 53–58 µm), hun methoden voor grootteverdeling verschillen, en de F230 heeft doorgaans een strakkere distributiestaart, waardoor het consistenter wordt voor precisieleptoepassingen.
Q: Welke SiC-korrelgrootte is het beste voor het leppen van optisch glas??
Het leppen van optisch glas begint doorgaans met F220 of F320 voor verspaning en gaat verder via F500-F800 voor tussenstappen, eindigend met F1000 of F1200 om de sub te bereiken-0.1 µm Ra-waarden vereist vóór het polijsten met ceriumoxide of colloïdaal silica.
Q: Kan ik SiC F1200-poeder gebruiken voor het eindpolijsten van metalen onderdelen??
F1200 SiC produceert een zeer fijne afwerking (Ra ≈ 0,05–0,1 µm) en wordt gebruikt als bijna laatste lepfase voor harde metalen en keramiek. Echter, voor spiegelgladde afwerkingen op metalen, polijstmedia met diamantverbinding of aluminiumoxide worden doorgaans gebruikt na het leppen met SiC, omdat SiC-deeltjes bij sterke vergroting karakteristieke slijpsporen kunnen achterlaten.
Q: Hoe bewaar ik SiC-maalpoeder om deeltjesagglomeratie te voorkomen?
Bewaar SiC-poeders, vooral microkorrels F400 en fijner, afgesloten, vochtbestendige containers, uit de buurt van vocht en trillingen. Fijne poeders zijn gevoelig voor agglomeratie als ze worden blootgesteld aan vocht, wat te grote deeltjesclusters kan veroorzaken die krassen op precisieoppervlakken veroorzaken. Gebruik droge stikstofspoeling voor langdurige opslag van F800-F1200-kwaliteiten.
Q: Welke minimale bestelhoeveelheden moet ik verwachten voor SiC-poeder van een Chinese fabrikant??
De meeste Chinese SiC-poederfabrikanten bieden MOQ's van 500 kg tot 1 MT voor standaard macrokorrels (F16–F220). Voor speciale microkorrels (F600–F1200), MOQ's kunnen zo laag zijn als 25–100 kg. Gerenommeerde leveranciers zoals Henan Superior Abrasives bieden flexibele verpakkingen aan 1 kg monsterzakken tot 1 MT bulkzakken, met volledige PSD-certificering en SGS-verifieerbare kwaliteitsrapporten.
Q: Is FEPA-gecertificeerd SiC-poeder compatibel met JIS-specificaties??
FEPA F-kwaliteiten en JIS-kwaliteiten zijn nauw verwant, maar niet uitwisselbaar zonder verificatie. Bijvoorbeeld, HIJ #240 en FEPA F240 delen vergelijkbare D50-waarden, maar verschillen in hun deeltjesverdelingsvenster. Vraag altijd een PSD-gegevensblad aan en verifieer dit aan de hand van uw processpecificatie voordat u tussen standaarden wisselt.
Verkrijg het juiste SiC-poeder – voor de eerste keer, Elke keer
Henan Superior Schuurmiddelen (HSA) levert FEPA-gecertificeerd siliciumcarbide-slijppoeder van F16 tot F1200 aan precisiefabrikanten in 60+ landen. Volledige PSD-rapporten, flexibele MOQ's, en technische ondersteuning van onze schuurmiddelingenieurs.
Vraag een gratis monster aan